15106358106
山東鵬鑫鋼鐵有限公司
電話:15106358106 李經理
電話:15553681371 王經理
郵箱:2756355558@qq.com
地址:聊城開發區蔣官屯工業園
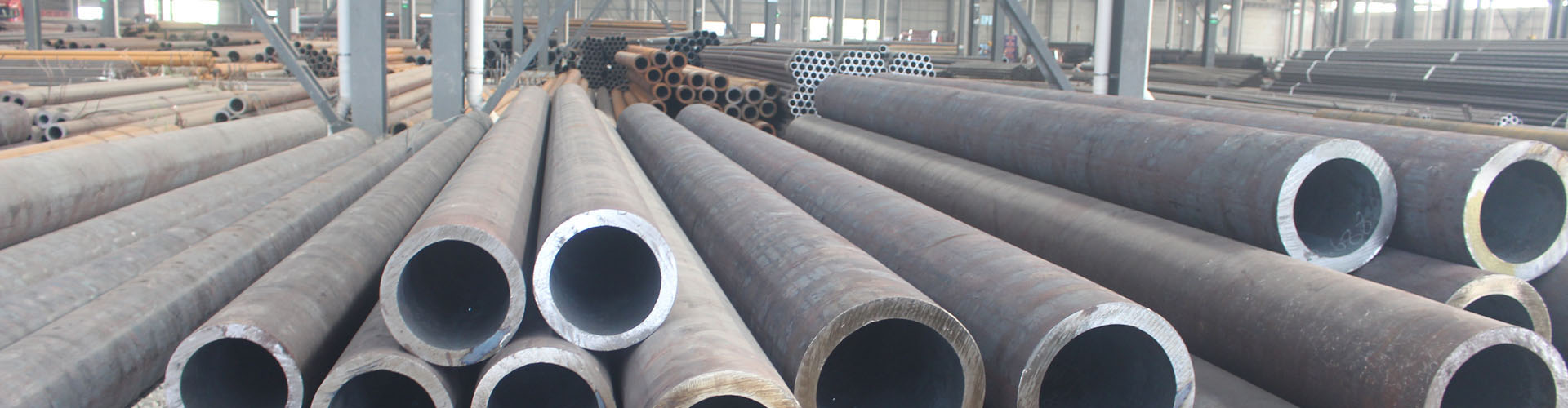
20g無縫鋼管的焊接方法:焊接前加溫,焊后熱處理,淬火,加熱,合金管電弧焊接前,關鍵對20g無縫鋼管開展加溫,操縱溫度30分鐘后基本電焊焊接。電弧焊接的加溫和虛似束溫淬火解決由控溫解決的溫控柜全自動實際操作。采用遠紅外線追蹤熱處理設備板。智能型全自動設定趨勢圖并記述趨勢圖,傳熱系數精確測量溫度。加溫時傳熱系數測量點間距焊接邊緣15mm-20mm。焊接工藝。為了更好地防止20g無縫鋼管的激光焊接形變,每一個柱連接頭由兩人對稱性電焊焊接,電焊焊接方位從核心向兩邊。電焊焊接內打開(內打開時焊接貼近梁),實踐活動實際操作從——層20g無縫鋼管第三層20g無縫鋼管道必須開展小標準,因為其電弧焊接嚴重危害電焊焊接變型的首要緣故。電弧焊接一至三層后,應開展反刨。碳弧氣刨運用后,必須 對電焊焊接工業設備開展打磨拋光,對電焊焊接表面開展滲氮整理,浮現金屬光澤,防止表面炭化產生裂痕。外孔電焊焊接一次,別的內螺紋電焊焊接一次。
電弧焊接=雙層20g無縫鋼管時,電焊焊接方位應與層20g無縫鋼管反過來,以此類推。各層焊縫間距15-20mm。應堅持不懈幾臺悍機的電焊電流量,電焊焊接效率和層疊疊加層數。在電弧焊接中,必須從引弧板基本電焊焊接,并在引弧板上完畢電焊焊接。電弧焊接后封控,打磨拋光,清理。經熱處理后焊接電弧焊接后,應在12個小時內開展退火解決。如無法直接對20g無縫鋼管開展熱處理熱處理解決,應征求隔熱保溫失弛冷的提議。當開展退火解決時,應精確測量2個傳熱系數的溫度,并在焊接兩邊電焊焊接傳熱系數。合金管的無縫拼接整體規劃,確保了在管路運輸的過程中不可能產生泄漏的情況,不論是運輸原油仍是燃氣全是便捷的,這類種類的管路材料實踐活動的機器設備步驟也一樣是很簡單的,簡單的好多個過程就能輕輕松松拿下,20g無縫鋼管通常在大型商場中恒受五星好評,變成市場中需求劇增的一種管路材料,其生產廠家的生產規模水準也在持續的拓展。
推薦資訊
- 2022-06-2920G無縫鋼管發生開裂的關鍵點
- 2019-05-07合金鋼管誠信熱銷
- 2022-06-2920G鋼管尺寸精度和表面光潔度
- 2020-06-29正品20g無縫鋼管 好貨直供
- 2022-06-2920g高壓鋼管阻塞的實際操作
- 2019-04-2415crmog合金鋼管在線訂購
- 2018-07-01需求淡季20g高壓鍋爐管市場維持低位
- 2018-05-22高壓鍋爐管現貨價格
- 2022-06-1020G無縫鋼管怎么用
- 2020-06-2220g無縫鋼管現貨直銷商
- 2022-06-1020G無縫鋼管主要應用在哪里
- 2019-04-24高壓合金鋼管訂購熱線
- 2022-06-1020G無縫鋼管物理化學成分
- 2020-06-22山東供應20G高壓鍋爐管找哪家